手機內屏蔽接觸端子精密級進模設計
前言
當前國內以精密、複雜為代表的精密零件多工位級進 模,主要是成形手機外殼、按鈕、聽筒、電器端子和接 觸彈片等零件的模具,此類模具結構複雜、設計製造難 度大和精度要求高,其成形零件的特點是尺寸精度高、 形狀複雜等。對於手機內屏蔽接觸端子,具有材料薄、 強度差、形狀複雜、彎曲成形多且尺寸要求高、精細沖 裁多等特點,模具結構需巧妙設計才能滿足批量生產和 保證零件的成形質量。
零件工藝分析
(首圖)所示為手機內屏蔽接觸端子零件結構,材料為 SUS301EH,料厚為 0.08mm,零件中間全部衝空,由 1.2mm寬的細梁連接成一個整體,且零件外形尺寸偏 大,長 72.52mm,寬 59.47mm,且有幾處敞開結構, 導致零件強度差,必須保證在生產過程中送料順暢是該 模具結構設計考慮的重點之一。零件有86處小支腳彎 曲成形和多處“π”形彎曲,尺寸公差要求高,公差為 ±0.05mm,保證零件小支腳和“π”形彎曲成形在公差
範圍內也是該模具結構設計的難點之一。小支腳的細 小沖裁有129處,若小凸模強度差,沖裁凸模極易損 壞,細小沖裁的結構設計及防止廢料上浮的設計也該 模具結構設計的難點之一。
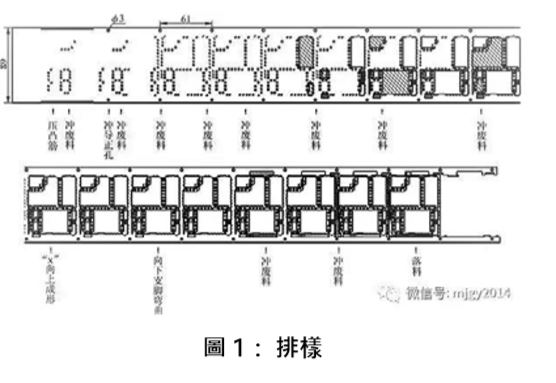
由於該零件生產批量大、結構複雜,為滿足生產質量 和生產效率的要求,採用多工位精密級進模進行生 產。手機內屏蔽接觸端子尺寸較大、材料薄、需考慮 送料順暢、材料需要凸筋便於送料,整個零件主要成 形工藝為:凸筋成形、沖裁、彎曲成形、落料。零件 排樣方案如(圖1)所示,由於零件外形尺寸及彎曲尺寸要求高,為保證材料的利用率和零件成形可靠,排 樣設計時採用雙邊載體且每個工步盡量安排導正銷導 正。
由於零件材料薄,材料比較寬(料厚0.08mm,料寬 89mm),排樣兩側先壓凸筋,保證材料載體強度, 便於批量生產送料順暢。如(圖2)所示的局部沖裁圖, “U”形處採用分段式接刀沖裁,先沖1處再衝2處, 充分保證凹模的強度。
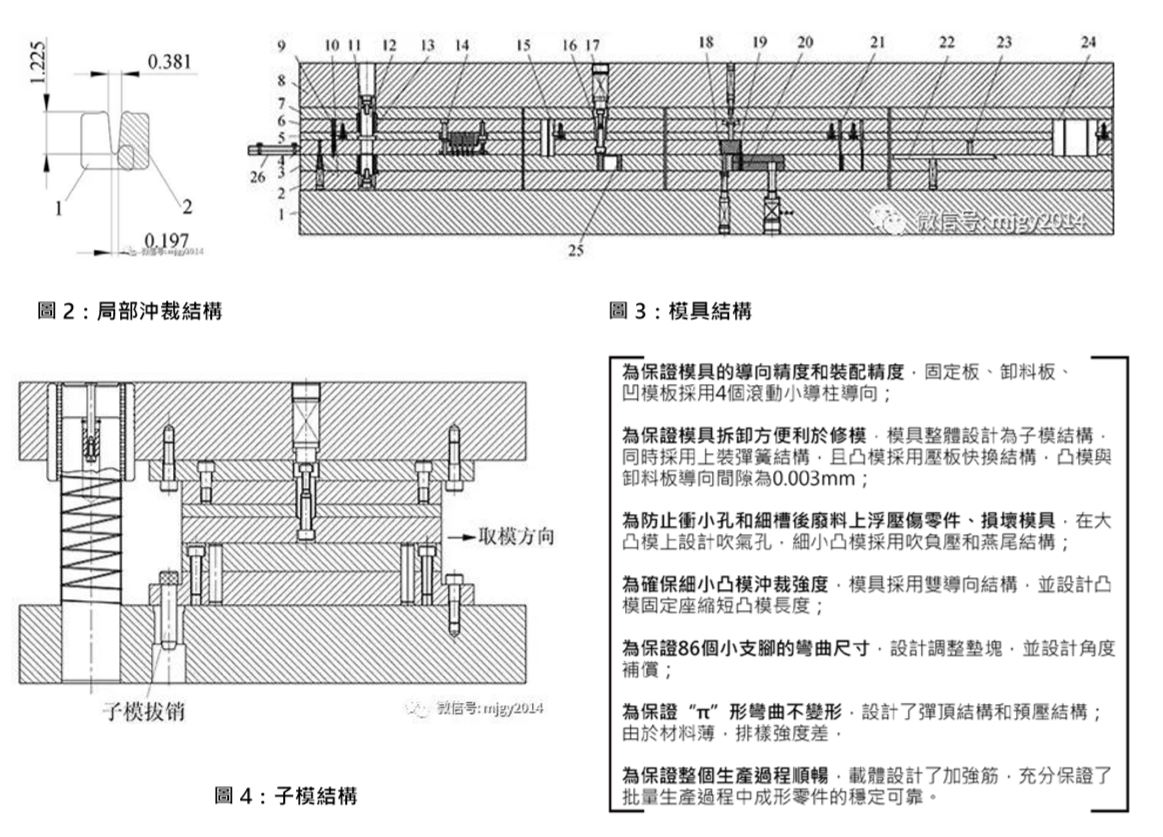
模具結構及主要特點-①模具整體結構設計 模具結構如(圖3)所示,該模具採用後側精密三導柱 滾珠導向模架,以便於中間模板的拆裝。 (對照下列號碼)
1.下模座2.下墊板3.凹模板4.卸料板5.限位板6.固 定板7.上墊板8.上模座9.沖孔凸模10.抬料銷11.鋼珠襯套擋圈12.小導柱13.小導套14.定位銷15.凸模 壓板16.卸料柱17.卸料傳力柱18.傳力柱19.彎曲頂 板20.凸模固定座21.彎曲凸模22.托料塊23.預壓釘 24.落料凸模25.沖裁凹模26.側面導板
②模具結構特點-子模結構的優點
①模具採用4節子模,子模板件較小,便於加工製造;
②不同成形部分分別設計在不同子模,大批量生產 時,在機床上不拆模架,只拆子模。
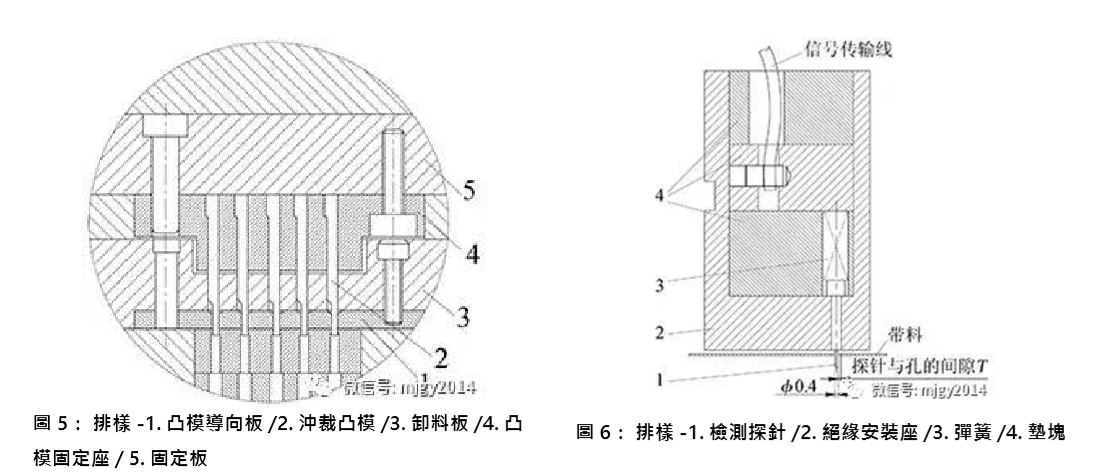
如(圖4)所示,需要維修時只需拔出子模拔銷,取 下與模架連接的螺釘,升起機床滑塊,使模架之間形 成一定取模空間,按取模方向移出子模即可,方便鉗 工維修,同時降低勞動強度,有效降低了模具維修的 時間成本和人力成本。小支腳的細小沖裁有129處, 零件的沖裁凸模工作部分比較細小,必須縮短其有效長度防止凸模加工變形,保證凸模強度;由於工 作部分比較細小(0.7mm×0.6mm),薄弱部分僅為 0.43mm,採用凸模導向板1或卸料板3單獨導向都 會造成失穩,凸模易損壞,需要設計單獨的雙導向機 構,如(圖5)所示,凸模導向板1與卸料板3都起導 向作用,提高凸模的強度;為避免導向干涉,零件採 用高精密加工,加工精度達到0.001mm。
防止廢料上浮結構
小孔檢測機構如(圖6)所示,該機構為129處異型小 孔檢測機構,其主要功能是檢測零件是否少孔或小孔 凸模損壞造成零件上的漏沖孔。
檢測原理為彈壓接觸式,正常情況下,探針與金屬帶 料孔有一定的間隙,信號線不會通電;一旦異型小孔 漏衝,探針會與金屬帶料接觸,信號線立即通電,機 床停止。
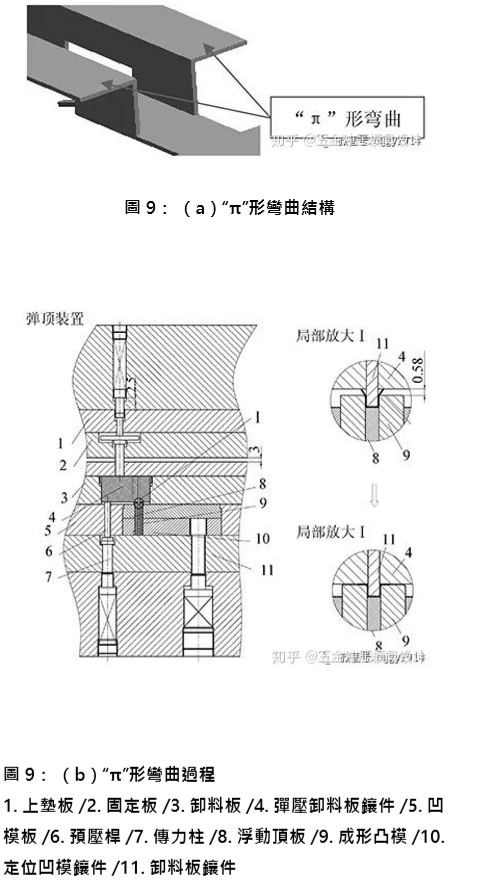
“π”形彎曲結構
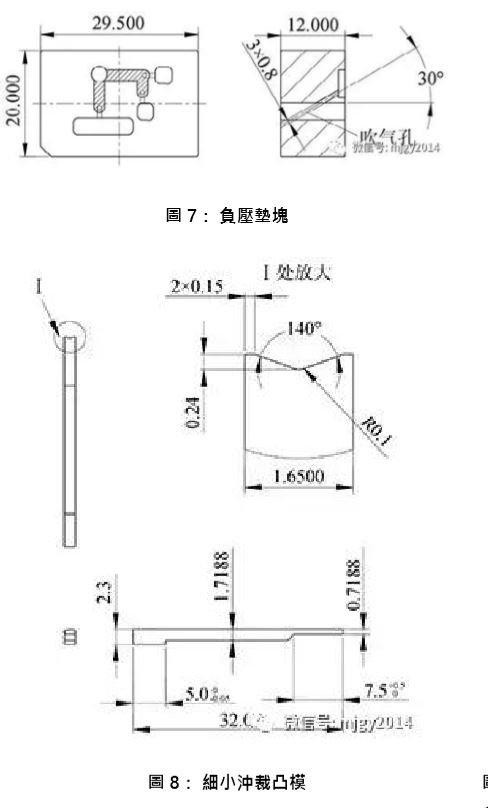
129處沖裁凹模墊塊設計負壓,如圖8所示,凹模墊 塊設計成ϕ0.8mm的負壓孔,與豎直方向成30°夾角 往下吹氣,與凹模形成一段負壓區域,便於廢料向下 運動,防止廢料上浮。 129處細小沖裁凸模的設計如
圖9所示。凸模設計成“燕尾”形式,凸模沖壓成形 時,廢料有一定程度的變形,便於廢料留在凹模,防 止廢料上浮。
“π”形彎曲結構如(圖9)(a)所示,模具設計預壓 裝置,在卸料板接觸到凹模板時,預先彎曲成一定角 度,模具在閉模後,再彎曲成如(圖9)(b)所示零 件形狀;模具在開模過程中,為保證零件卸料順利, 設計了浮動頂板8;同時為保證“π”形結構卸料不 變形,在下模設計了預壓裝置,最後上模設計的彈頂 裝置平穩地將零件從成形卸料板鑲件11卸出。
③模具卸料結構
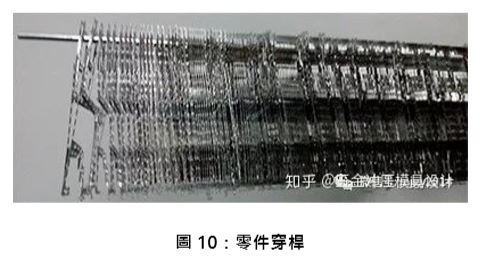
由於零件強度差,為保證零件成形質量,在最後工位 零件落料後,模具底座安裝傳送帶運輸零件,傳送帶 另一端安裝穿桿機,實現零件自動穿桿(見圖10), 便於零件流轉,提高生產效率,同時廢料載體設計自 動卷料機構進行回收,方便快捷。■