3D打印碳納米管聚合物複合材料結構-性能關係
前言
無量綱體積流動速率是影響3D打印複合材料的微結構 和其機械性能的關鍵參數。熔融沈積建模(FDM)是 3D打印最常用的方法之一。該技術通過噴嘴將熱塑性 聚合物微擠出成類光柵圖案。為了獲得更好的加工性, 大多數FDM方法使用熱塑性塑料,例如聚乳酸(PLA) 和丙烯腈丁二烯苯乙烯。然而,儘管FDM生產的零件 在快速成型製造方面非常實用,但它們在實際應用上的 物理性能較差,例如機械強度和熱穩定性等,這是由於 較弱的粘結度和較低的熱變形溫度。
通常,有兩種方法提高FDM零件的性能:實用性能更 好的聚合物(例如聚芳基醚酮或液晶聚合物),或通過 在純聚合物中加入添加劑。確定合適的聚合物等級和開 發3D打印新配方是非常有潛力的研究領域。與傳統的 成型方法(例如注塑成型)相比,3D打印中的結構加 工特性關係還不完善。許多研究嘗試通過改變工藝參數 (例如,沉積速度、噴嘴溫度、印刷噴嘴與打印基板之 間的間隙、填充圖案、填充密度和部分切片層厚度)來 優化機械性能。然而,由於有許多參數可供選擇,並且 缺乏標準化的方法,所以優化FDM零件的性能極具挑 戰性。
改善性能
為了改善PLA基FDM零件的熱性能和力學性能,我們
研究了碳納米管(CNTs)作為短纖維填料的應用。此 外,我們研究了碳納米管濃度對3D打印零件的結構 和後續特性的影響。最後,為了奠定性能優化的基礎, 我們提出了一種使用非幾何過程參數的方法。使用參 數——體積流速——能夠在給定的層厚和打印速度下 影響打印複合材料的微觀結構。我們選擇碳納米管作 為增強材料,因其具有優良的機械性能、熱學和電學 性質。此外,CNT可以以粉末形式獲得,因此可以直 接混入PLA中並擠出成FDM打印機的原料絲。
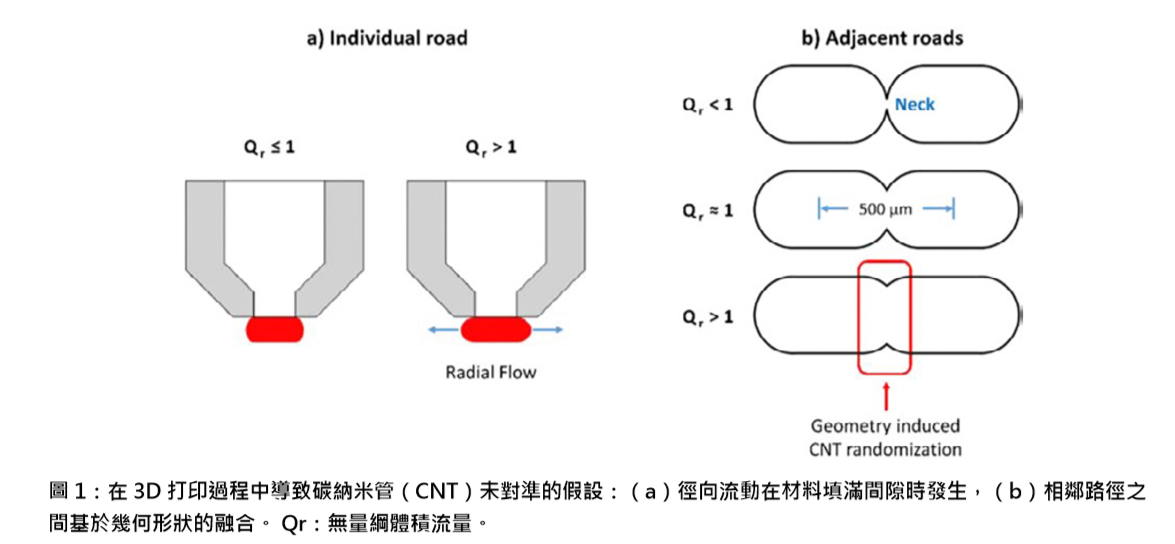
這個過程不同於其他連續纖維複合材料打印過程, 為此需要專門的打印機並使用特殊的聚合物(例如 Markforged)。在 3D 打印零件中,打印路徑的寬度 (參見圖1)取決於打印流速、打印噴嘴的速度(相 對於打印基板)以及噴嘴和打印基板之間的間隙。因 此,我們使用無量綱體積流量(Qr)來預測3D打印 零件的微觀結構。
該參數被定義為實際體積流量與理想體積流量的比率 (即在打印噴頭的給定相對速度下完全填充噴嘴和打 印基板之間的給定間隙所需的流率)。Qr特別重要, 因為它有助於描繪出“欠流量(Qr<1)”和“溢流 量(Qr>1)”區域。這些值可以預測 3D 打印 PLACNT複合材料的微觀結構,從而預測其力學性能。對於一個固定的打印路徑距離,Qr>1會導致更寬的頸 部,而Qr<1會導致頸部變窄或者路徑之間缺乏粘接: 參見圖1(a)和(b)。
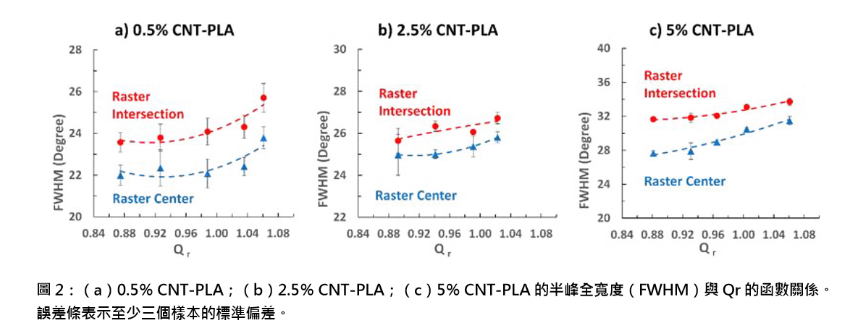
在沒有CNT的情況下,我們發現PLA樣品的楊氏模 量和拉伸強度隨著Qr的增加而增加。我們將這個結 果歸因於PLA單絲之間空隙率的減少和絲之間更好 的結合。然而,在CNT-PLA樣品中,我們觀察到在 Qr接近1處(Qr≥1)楊氏模量和拉伸強度最高。純 PLA和不同CNT含量的CNT-PLA樣品的趨勢對照如 圖2中所示。在純PLA中,我們發現增加底部填充樣 本的體積流量(Qr<1)可以減少打印路徑之間的空隙 率,從而提高了處於拉伸狀態的單個打印路徑之間的 應力傳遞。
理論上,隨著體積流量的增加,熔融裝置內的剪切速 率也應該增加,從而導致更高程度的CNT取向從而 具有更高的模量。然而,我們觀察到相反的CNT取 向趨勢,這是由於過度填充(Qr>1)導致CNT取向 的隨機化。為了量化CNT的取向程度,我們對所製 造的樣品的打印路徑和其路徑交叉點處進行X射線衍
射分析。為此,我們使用了單層FDM樣品2D衍射圖 的方位環積分的半峰全寬(FWHM)測量。如圖2所 示,CNT排列的程度隨著Qr的增加而減小。這個結 果與直覺恰恰相反,因為更高的Qr將導致更高的壁 剪切率,從而有更高的對準度。如圖1(a)和(b) 所示,這些實驗觀察可以通過流動和幾何誘導效應的 結合來解釋。此外,圖2顯示,與打印路徑中心相比, 相鄰路徑交叉處的碳納米管排列較少。
由於靠近熔融裝置內壁有較高的剪切速率,在交點處 預期有較高程度的CNT排列。但是,我們在實驗結 果中沒有觀察到這一點。我們將碳納米管在交叉處取 向的降低歸因於其在噴嘴中的聚集。對於給定的體積 流量,流速隨著橫截面積的減小而增加。這種流速的 增加導致拉伸變形,這進一步使CNT在核心處對齊, 從而有助於解釋觀察到的趨勢的增加而增加。
我們將這個結果歸因於PLA單絲之間空隙率的減少和 絲之間更好的結合。然而,在CNT-PLA樣品中,我 們觀察到在Qr接近1處(Qr≥1)楊氏模量和拉伸強 度最高。純 PLA 和不同 CNT 含量的 CNT-PLA 樣品的趨勢對照如圖3中所示。在純PLA中,我們發現增 加底部填充樣本的體積流量(Qr<1)可以減少打印路 徑之間的空隙率,從而提高了處於拉伸狀態的單個打 印路徑之間的應力傳遞。 理論上,隨著體積流量的增加,熔融裝置內的剪切速 率也應該增加,從而導致更高程度的CNT取向從而 具有更高的模量。然而,我們觀察到相反的CNT取 向趨勢,這是由於過度填充(Qr>1)導致CNT取向 的隨機化。
總結
我們基於擠出的FDM方法探索了CNT-PLA複合材料 的3D打印。通過研究體積流量和碳納米管濃度的影 響,我們發現無量綱體積流量(Qr)是了解FDM零 件的微觀結構和製品力學性能的重要參數。在我們未 來的工作中,我們打算對其他功能填料(例如氮化硼 納米管和纖維素納米纖維)使用類似的方法來探索類 似體系中結構-工藝-性能之間關係。■