
IoT物聯網,打開數據寶庫的「黃金之鑰」!?
■型創科技/唐兆璋 副總經理
如何運用OEE與先進演算法,協助改善射出
成型工廠效率 製造業的核心在人與設備,隨著設備的自動化水準不 斷提高,人在製造過程的參與不斷減少,因此設備在 製造過程中的重要性也不斷提高。工業4.0時代要求 設備不僅是具備自動化,還需具備感知外部環境與自 身變化的察覺能力。工業4.0的核心並不在進一步提 高設備的效率和精度,減少浪費及異常是相當重要的 一部分,換句話說,如何更加合理與智慧化地使用設 備,透過智慧運維實現製造業的價值最大化。隨著製 造業過程中資料的累積,物聯網、雲端運算和智慧演 算法等技術的發展和普及,生產環境已經慢慢具備大 數據基礎。在資訊網路系統根據生產目標進行優化決 策分析後,對每一臺設備下達精確指令,將使設備配 合真正的目標實現最優化的運行。
快速佈建與立即享受是體現物聯網(IoT)與設備綜合 效率(OEE)。我們先來了解一下什麼是IoT與OEE?
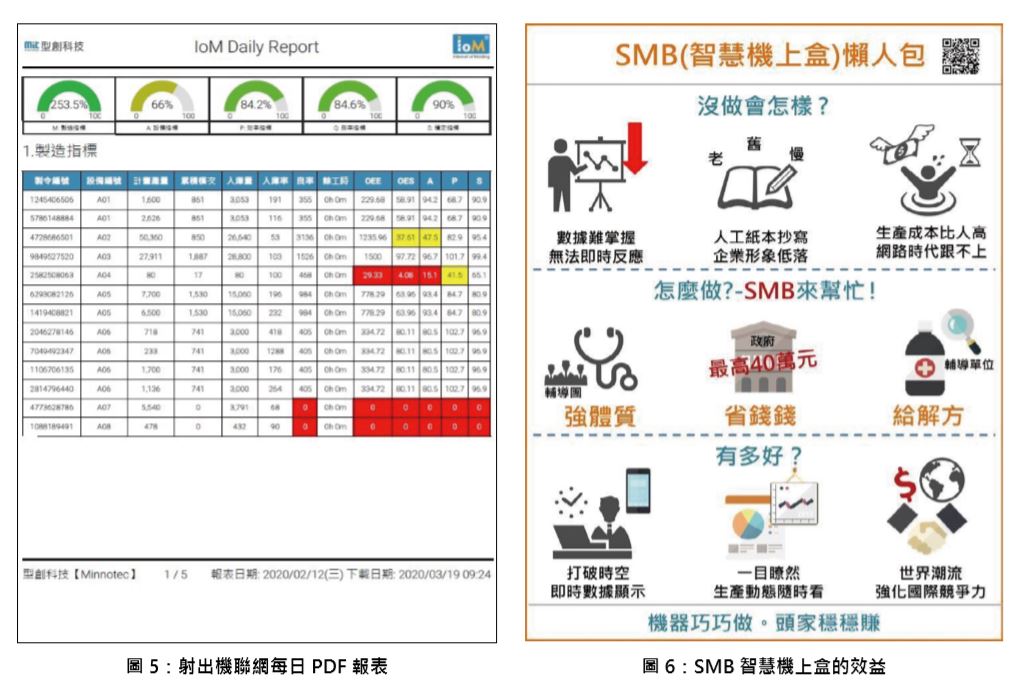
• IoT(Internet of Thing,物聯網)是網際網路、 傳統電信網等的數據載體,例如SMB(Smart Machine Box,智慧機上盒)係指附加於機械設備, 並具有資料處理、儲存、通訊協議轉譯及傳輸等功 能的IoT裝置,以及提供應用服務模組之軟硬體整 合系統,透過SMB採集射出機或設備的生產狀態、 成型條件……等數據,最終匯聚成大數據。IoT的發 展為射出工廠管理帶來革命性的變化,解決了ERP 和MES等系統在數據採集的難題,實現射出機聯 網、生產管理可視化與大數據分析等的應用。

• OEE(Overall Equipment Effectiveness,設備綜合 效率)是世界公認量化製造生產效率的標準。過去 對於OEE的數據收集主要以人力作業進行收集和 記錄,但錯誤與遺漏的比例偏高。因此,數據量的 不完整,即使計算出OEE恐怕也無法完整了解實 際的產能表現。例如:射出機為何停機?射出機究 竟浪費多少產能在等待換模具或換塑料?稼動率看 起來已經產能滿載,但真的不能再提升了嗎?等等的管理思維。OEE設備綜合效率指標,透過時間效 率 (Availably)、產能效率 (Performance)、製品良 率(Quality)等三項要素計算得出。以理想的100% 效率與實際的設備效率相互比較,找出射出工廠浪 費的源頭、類型與課題,便能有效提升設備效率為 目標的改善循環。在各種不同製品的射出工廠中, 標準產量的指標雖然很普及,然而組成OEE的低 順位指標中,包括時間效率A、產能效率P,由於 各射出工廠的判斷基準不同,在導入OEE指標時 常會出現許多問題。因此接下來將針對OEE與IoT 應用的深入解說。
OEE設備綜合效率
OEE被用於掌握射出成型的各種不同浪費,包括因 突然故障的暫停等待、因換模或機臺調適的等待、因 製造過多的浪費、因製品不良的報癈與修整、因原料 或搬運的等待、因設備或模具保養不當的週期時間過 長、員工積極性不高的管理浪費……等浪費狀況,並 統計出時間效率、產能效率與製品良率。型創科技公司長期推動提升射出成型與模具技術,擁有華人圈最專業的顧問團隊,創造擁抱變革的環境,持續帶動團 隊成員一同挑戰麻煩、複雜,促使團隊積極參與工作 之改善。
OEE由時間效率A、產能效率P、與製品良率Q所組 成,目的是明確區分出各種不同的浪費,並做出相應 的處理對策。時間效率A用於掌握射出機停的浪費; 產能效率P用於掌握射出機性能使用上的浪費;製品 良率Q則是用於掌握。將上述三項指標加以區分,就 能明確找出導致浪費的責任歸屬與對策。對於全天候 運轉的射出工廠,TEEP(Total Equipment Effective Performance,總體設備綜合效率)是較佳的選擇, TEEP 由 OEE 及利用效率 U(Utilization) 組成,利用效 率U以掌握休假期或設備保修所產生的浪費。
• 時間效率A,以「負荷時間(或稱為上班時間)」 為分母,「負荷時間減去射出機閒置或異常的時間」 為分子,這樣就可以找到射出機換模、閒置、異常, 或模具故障的浪費時間。
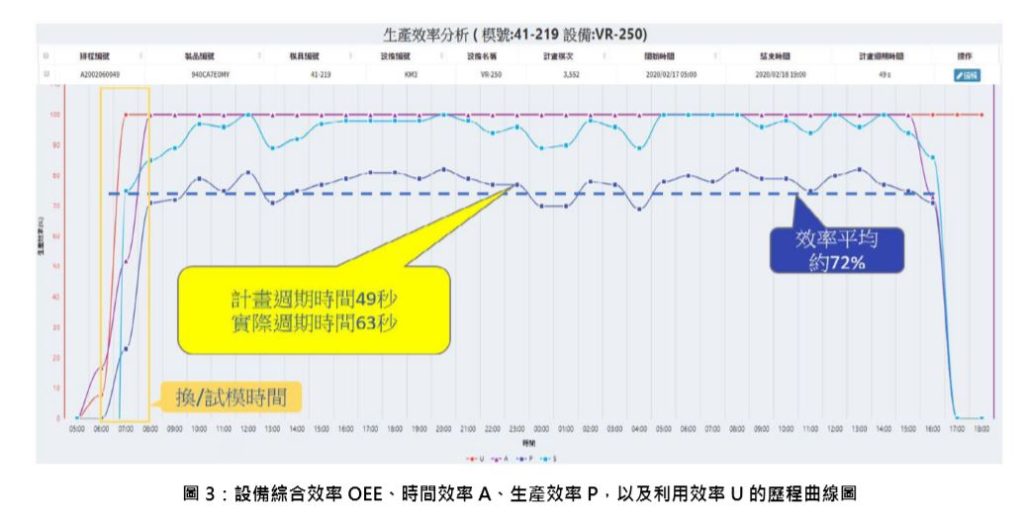
• 產能效率P,以「運行時間(或稱為稼動時間)」為分母,「運行時間的標準產能與實際產能的比率」 為分子,可以找出未按照標準產能或週期時間所產 生的浪費。採用產能效率P即可快速找到生產週期 時間過長和短暫閒置的射出機,P指標不可能大於 100%,若超過則表示標準週期時間設置不正確(時 間太長)。
• 製品效率Q,以「有效時間」為分母,「製品的入 庫良品數量與實際生產數量的比率」為分子,除了 可用以計算良率,也能用淨有效時間與包含生產不 良品的時間,除去修正時間的良品生產時間之間的 比率來計算良率。
• 利用效率U,以「全部時間」為分母,「負荷 時間(或稱為上班時間)」為分子,以利用效率 U=71.4%為例,即每天三班8小時輪班,每週上 班六天。
射出機的OEE設備綜合效率評價運用方式 IoT的導入是以射出機與人員的效率化為目標,並掌 握射出機浪費與人員浪費等阻礙因素。減少這些浪 費,並進行改善活動,以防止浪費產生是最基本的要務。由各式各樣的特性與現場狀況計算出不同的OEE 數值,可發現各項效率並不相同,同時也可以藉此找 出過去被隱藏的浪費。將利用效率U、時間效率A、 產能效率P、製品效率Q作為基礎,並以射出機為 對象進行管理,接下來將透過幾個案例向各位進行介 紹。
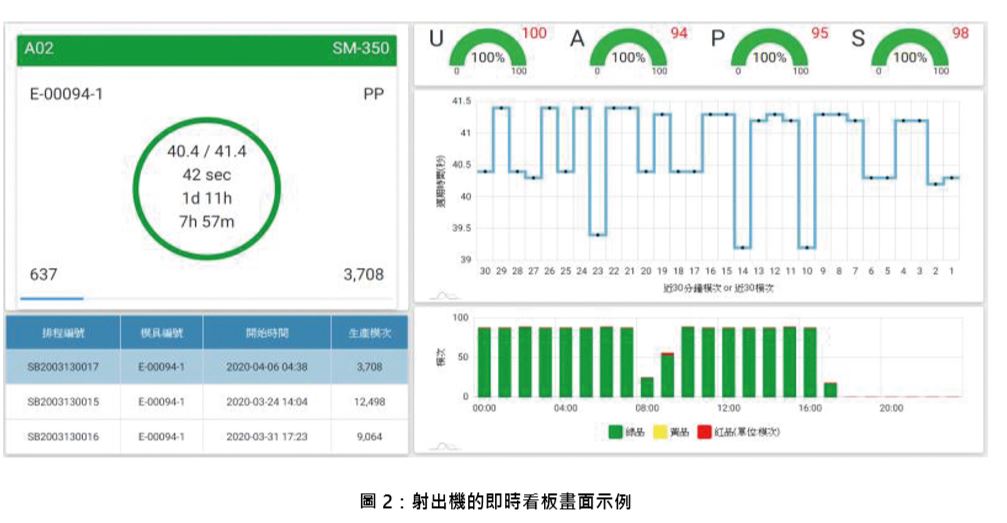
案例一:建立即時異常顯示機制
臺灣北部的一家汽機車零件射出工廠,成立至今超過 40年,面臨製品少量多樣和人手不足的挑戰,每當客 戶要求提供生產履歷時,往往秏費許多時間進行人工 數據抄寫,對於內部的製程改善卻貢献不多,因此希 望透過IoT物聯網建立即時異常顯示機制。過去每天 需要花三小時記錄每臺射出機的生產數據;導入後僅 需30分鐘即可提供客戶所需的報表。在生產工藝部 份,經過科學試模培訓課程,讓師傅建立標準化試模 流程,優化成型條件,平均每套模具的週期時間縮短 3-5秒,提升整合產能效率P 3%-5%,每月可提升生 產能力60萬以上。
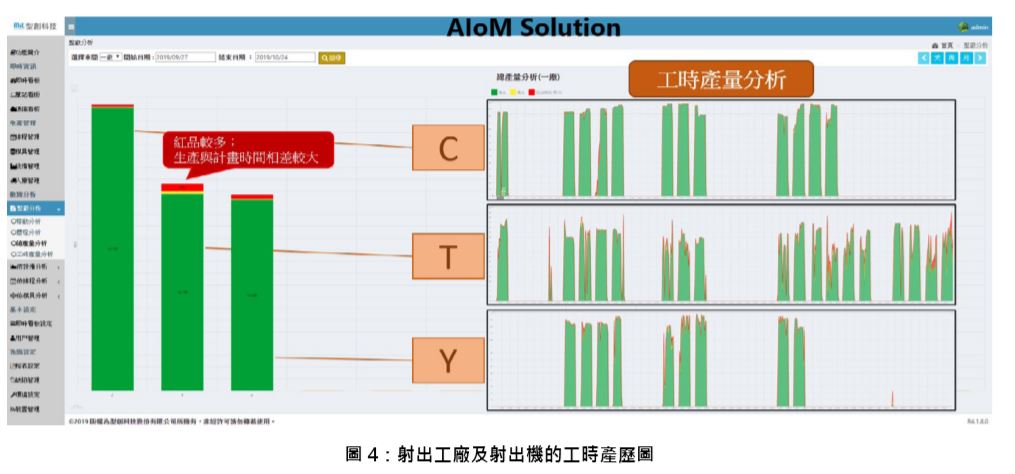
案例二:提高交貨準確率
臺灣北部的一家專業塑件射出工廠,面臨交期冗長、 品質無法達成目標、解決能力不足等問題,經常導致 交貨不及的現象。過去經常採用外發加工或假日加班 生產的方式因應,但對工廠而言無疑增加許多額外成 本,因此希望能透過IoT物聯網提高交貨準確率。透 過射出機歷程分析、工時產量分析、生產效率分析等 工具,以生產看板主動通知師傅現場異常的發生,並 調整人力調度安排,使整廠時間效率A從55%提升 至60%,每月可減少50萬以上的外發加工成本。
案例三:改善生產機制
臺灣中部塑膠製品的傳統射出工廠,面臨製品零件不 穩定、後製程組裝的產品不良率過高等問題,導致生 產成本無法降低,原因在於其產品的部份塑膠零件結 構複雜,需透過人工置入埋件成型,因此才希望透過 IoT物聯網來改善機制。業主透過IoM穩定指標,監 管全天候的射出週期時間,當週期時間變異過大時, 便即時提醒生產管理的主管,經IoM指標分析得知經 常發生問題的零件來自特定班別的特定人員,經主管
深入瞭解後得知該作業員因家庭因素導致工作期間精 神不集中,每模次週期時間的變異導致模溫不穩定, 以及塑料在料管停滯時間過久,因而導致當班製品不 良率過高,經公司主管輔導與同事們的關心後,成功 讓該作業員的生產水平恢復過去水準。
案例四:改善生產數量不準確
臺灣南部的一家塑膠製品的射出工廠,員工僅20餘 人,因為客戶少量多樣和人手不足的挑戰,經常生產 過多製品,使製品倉庫庫存過多,導致資金積壓嚴重。 如果遇到製品設計變更,庫存品就必須報癈無法再交 貨,因此希望透過IoT物聯網改善生產數量不準確。 導入後通過主動通報及生產看板,即時掌握生產數 量,減少庫存累積,也減少倉庫租金的支付,每年減 少庫存品報癈成本160萬元與倉庫租金10萬元。
IoT與OEE設備效率評價的配合
有鑑於各家射出成型機供應商使用不同的通訊協議 或格式,歐洲塑料和橡膠機械製造協議遂於2018年 5 月 4 日的美國 NPE 展會上發佈「EUROMAP 77通訊協議」,並以此作為跨製造商的通信標準。然 而目前市場上仍有超過98%的射出成型機尚未支 援最新的通訊協議,射出成型機所採用的協議可分 為「數位接點 (Digital Input/Output)」和「通訊協 議 (Communications Protocol)」 兩 種, 數 位 接 點 可分為乾接點及濕接點兩種;而通訊協議常見的則 有 Modbus-RTU、Modbus-TCP、OPC-UA、OPCDA、自定義等。
射出工廠通常採用多品牌的射出成型機,以滿足實際 生產的需要,因此選用SMB時必須儘可能兼容工廠 內的所有射出成型機。數位接點訊號在設備行業的使 用已有近200年歷史,因此98%以上的射出機均提 供數位接點,雖然各設備商因應各地的國家標準, 可區分為常開及常閉、NPN及PNP的差異,或DC/ AC或電位……等,但均可透過繼電器簡單轉換為所需 要的型式,因此如:模具中子控制、熱流道系統、模 內熱切技術,甚至模內壓力傳感器等,均是採用數位 通訊協議,由此可知其可靠性廣為射出成型行業所接 受。因此在選用SMB時,除必須考慮高度相容性外, 也必須能支持新的EUROMAP 77通訊協議。
對射出工廠而言,內部需要有完善且健全的網路環 境,有線網路具有速度快、穩定性高、安全性佳的優 勢,但仍然存在一定的成本與盲點;無線網路的佈建 則省去一大堆雜亂的網路線及施工成本,比傳統的有 線網路方便許多,通過WI-FI聯盟推動的WPA標準, 支持 WEP、TKIP,以及 AES 加密機制,能在傳輸時 避免被竊聽,或不讓竊聽者辨識出重要的通訊內容, 解決方案供應商提供網路安全支援已成為不可或缺的 考量因素。
OEE數據採集與分析活動應以自動運行為原則,避 免團隊成員因使用認知的不同,導致紀錄的結果也不 一樣,而使用智慧型手機或平板電腦等進行的人工收 集活動,則應列為輔助性活動,紀錄實績與統計時間 雖然不便,但是能提升數據的精確度。結合SMB採 集的數據與人員回報的數據,可以製作出更精確的數 據,並藉以改變團隊成員的認知。SMB是收集秒數以 下時間的稼動狀況數據,然而一般的工作日報則是以 分鐘為單位紀錄時間數據。此外,根據各個作業人員 不同的認知,工作日報所紀錄出的結果也會不一樣。 為了找出解決對策,有的企業是以時刻為基準填寫工作日報,使用像時刻表一樣的紀錄用紙,從工作轉換 與停止的期間當中,將開始與結束的時間記錄下來。 和過去的方式比較起來,紀錄實績與統計時間雖然不 方便,但是能提升數據的精確度。 OEE不僅可以提升設備的綜合使用效率,也能有效提 升所有生產現場人員與射出機的時間效率A,以及產 能效率P,但目前正在導入OEE的企業當中,仍未能 完全掌握,並改善具體的浪費。隨著IoT技術的導入 與使用方式的改變、SMB的導入與MES或ERP的整 合,我相信今後使用IoT的OEE水準將會更為提升, 並確實帶來更大的成效。
後記
筆者於1994年至2005年任職於清華大學張榮語研究 室與科盛科技公司(Moldex3D)專案經理,從事模流 分析的程式開發、顧問輔導與市場推廣;2005年至2015年任職於光寶集團龍生工業公司研發處長,從 事創新射出製程開發,以及生產技術改善;2015年至 今則任職型創科技顧問公司的副總經理,從事AIoM 智慧工廠射出機聯網的開發與顧問輔導,致力於推 動模具與射出成型產業的智慧生產改革,並擔任國際 智能製造推動協會理事、電腦輔助成型技術交流協會 (ACMT)副秘書長。
這些年,從模流分析顧問輔導、射出製程開發、生產 技術改善,再到現在的AIoM智慧工廠射出機聯網開 發等領域,皆為筆者累積了豐富的相關經驗,非常歡 迎對IoT物聯網感興趣的業界同好一同進行交流與合 作,攜手共創未來!■
聯絡人:唐兆璋 副總經理 E-mail:steve.tang@minnotec.com