微細發泡:帶來更精確、輕巧的產品
■Krauss-Maffei / Banphot Jumpawai 商務開發經理
為什麼要輕量化?
為什麼現在的趨勢需要輕量化?許多專業代⼯(OEM) 正在研究如何將讓⾃己的機器擁有材料輕量化的能 ⼒。因應現在全球的競爭跟環保意識,產生更多塑膠 材料發展的需求。為了能夠打造創新的性能,在製造 業,大家都在競爭如何突破傳統上使⽤塑膠的方法。 對此,客戶提出很明確的需求,那就是在使產品具備 多功能且輕量化的同時,還要能夠降低生產成本。只 有那些負責任地和有效地使⽤新技術的人才能充分理 解這些市場需求,並提供永續經濟的解決方案。⽽發 泡成型 (Foam Injection Molding) 便是其中⼀個輕量 化的解決方案。目前這個技術有很多好處,我們也想 利⽤這個機會分享更多有關於這項科技的資訊。
發泡成型的好處除了可減輕產品重量、減少成型的週 期時間,以及減少約30⾄50%的鎖模⼒外,還具備 減少材料黏度並使之擁有更好的流動性,以及消除收 縮凹陷(sink spots)與減少翹曲的形成。當今,主要被利用生產塑膠的發泡技術有兩種,第一種是利用化學發泡(Chemical Foaming),⽽另⼀種是利⽤物 理發泡(Physical Foaming),稱之為MuCell技術。
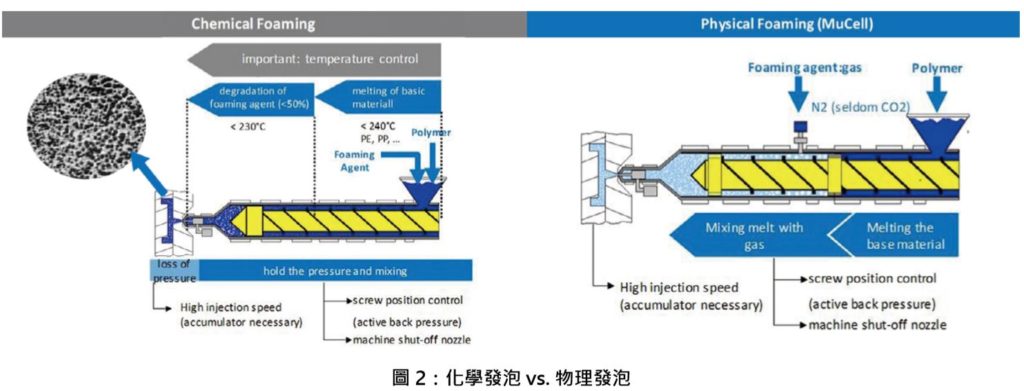
化學發泡 vs 物理發泡(MuCell):
在化學發泡的過程中,會有發泡劑混入塑膠顆粒 (plastic granulate),通常會混入母料裡⾯。使⽤化學 發泡的好處就是能使⽤標準射出機台,導入應⽤容 易。相較於物理發泡的壞處則是發泡壓⼒很低,導致 薄肉厚產品的發泡程度被限制,且化學反應產生的分 解物可能會污染模具。
搭配射出機上止逆式噴嘴 (Shut off nozzle) 設計,除 可以避免發泡材料在塑化過程中流出外,同時也需要 在螺桿的背壓上有準確的位置控制,才能做重複性的 這段發泡過程。如果螺桿背壓控制不良,則螺桿在前 端的空間中發泡的材料便有可能會提前釋放。因此在 物理發泡應⽤時,應滿足這兩項條件。除了這些在射出機上的要求以外,物理發泡技術還需要特殊的射出 單元 (injection unit) 和特殊螺桿搭配氣體供應 (gas supply)系統的設置。這些都會影響發泡過程中氣體 混練的穩定性,因此需要特別的塑化單元。
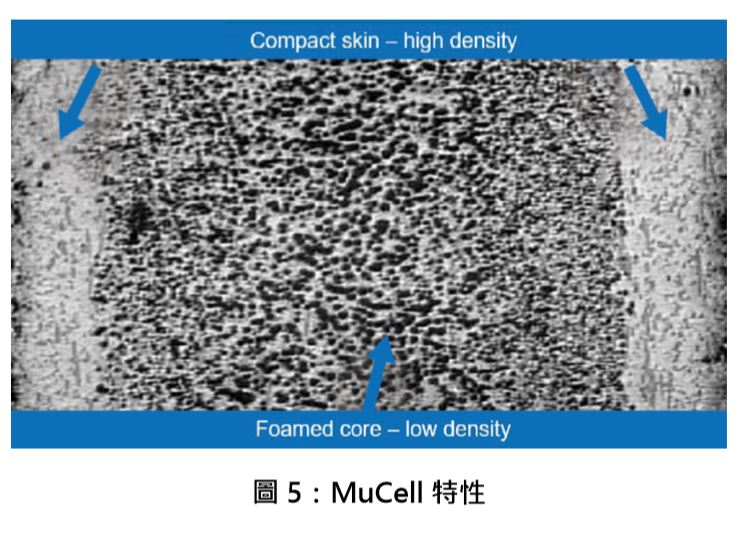
MuCell 的特性
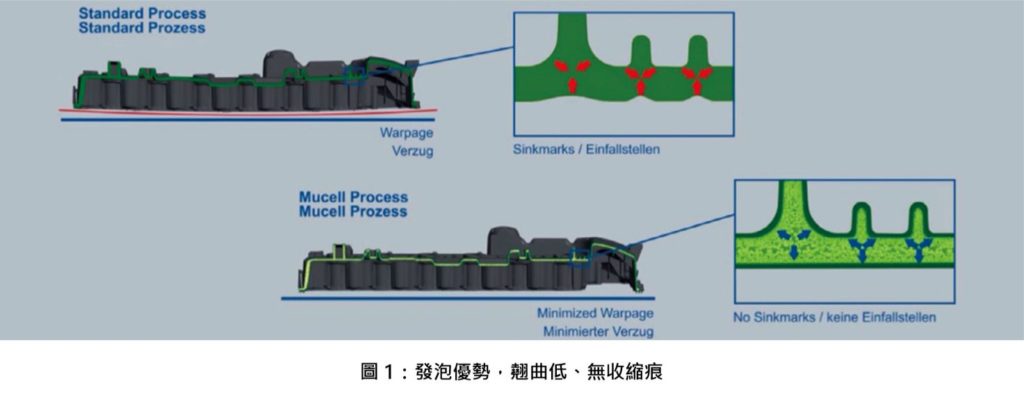
MuCell製程技術的優勢是,能夠幫助降低塑膠熔融 黏度與提升流動性。此發泡成型的射出壓⼒比較低, 充填完成之後發泡可以取代保壓,因此可以降低週期 時間。同時,也會降低所需要的鎖模⼒。發泡的過程 中,會在產品內部產生保壓壓⼒,大幅減少產品收縮 差異,讓產品尺寸精度提升。
大致上,熱塑性材料都可以發泡,不論有無添加補強 材。整體產品的內部具有封閉式的微米級微細泡孔結 構,在減重10%的同時,還能保留相對的產品強度, 透過MuCell優化過的產品,將可達到更多的減重比。 然⽽發泡製程的缺點就是在充填過程中,氣泡在流動 波前破裂,⽽造成表皮上的粗糙不光滑。總體來說, 發泡會使產品表⾯品質受到限制,並不適⽤於生產外 觀件。
但上述的這些問題可以透過以下四點方法進行 改善:
1. 材料調整跟製程設定可以幫助改善表⾯品質。
2. 動態模溫控制可以幫助達到高光表⾯品質。
3. 產品可以噴漆,視塑膠材料與表⾯品質要求。 4. 產品可搭配埋入紡織布或⾦屬 薄 片 (IML,DecoForm…)射出成型。
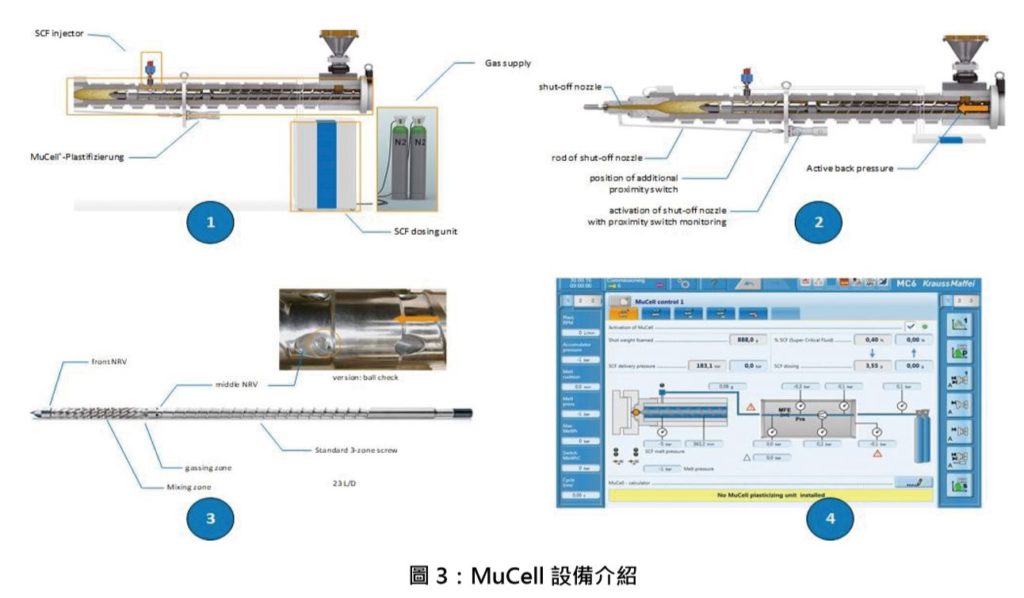
適合MuCell 的射出機
KM的機器上有方便套⽤MuCell的模組,當然也提供 全部需要達成發泡過程的所有設備包括:射出機、螺桿,和控制供氣的輔助設備。
其中細節包括:
• 油壓或全電的射出機
• 提供 CellForm/MuCell 的輔助設備:例如電、油壓 和機械設備
• 射嘴止逆針閥Needle shut-off valve
• 增加射出率的蓄壓器
• 背壓控制 • MuCell塑化單元與軟體
• MuCell輔助設備
此外,還有可選配的設備,如特殊螺桿(HPS-Mscrew)、 重量控制模組(Gravimetric dosing unit) 等。■
本篇文章翻譯自作者授權之英文文稿。