
液體矽膠注射產品解決方案
前言
近幾年來,液態矽膠的應用越來越廣,其成型技術也得 到了快速發展。液態矽膠是一種無毒、耐熱、高複原性 的柔性熱固性材料,其流變行為主要表現為低黏度、快 速固化、剪切變稀以及較高的熱膨脹係數。
由液態矽膠硫化而成的製品具有溫度適應性強,純度 高,透明性好,揮發物質含量少,耐油耐老化,耐化學 藥品和絕緣性突出等優點,在汽車、建築、電子工業、 醫療保健、機械工程、食品工業等領域得到廣泛應用, 近兩年矽膠在手機上的應用也是非常的普遍。
同時矽膠是非石油產品,不依賴日益緊缺的石油資源, 所以矽膠製品成為同類橡塑類製品的代替品已經是大勢 所趨。液態矽膠的成型工藝經過發展,具有多種形式, MOULD-TIP今天主要介紹應用最廣的液態注射成型技 術。我司在液體矽膠模具中已有很成熟的解決方案。
液態注射成型概括
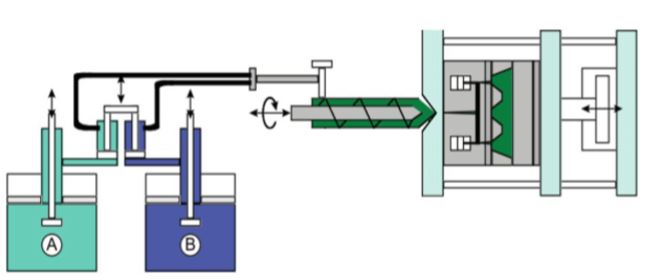
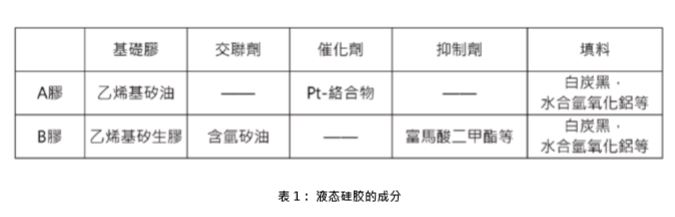
液態矽膠成型工藝中,液態注射成型(Liquid Injection molding/LIM技術得到最早應用。液態注射成型是將 A、B膠(成分如表1所示)通過泵送系統送到計量系 統中,按1: 1或者其它比例精確計量後,輸送到靜 態混合器中,混合後再輸送到注射裝置中,由注射裝 置再混合後注射到熱的模具內,在模具內膠料經過快 速的硫化反應後,形成具有一定強度和彈性的矽膠製 品,其成型過程如(首圖)MOULD-TIP部分高精度進 口設備。
液體矽膠材料的特性
➡在低溫環境下可在料筒中長時間待機。
➡高彈性,高韌性,高耐化學性,高絕緣性,大範圍 的溫度內具有穩定的機械和電特性,耐高溫到180攝 氏度(借助添加劑到250攝氏度),耐低溫到-50攝氏 度。
➡燃燒時釋放無毒氣體,無嗅無味,高透明度,與絕 大多數色母料兼容。模具和冷流道設計要點 ●MOULD-TIP對於模具設計技術要點建議
➡模具定位不能用傳統的導柱導套定位,要使用不受 溫度影響的模具中央定位塊和合模導向以保證精度。
➡要使用集成的抽真空系統,抽真空可以提高效率, 減小型腔阻力。 (表1)
➡極高的加工精準度,特別是排氣的重要性,要保證 排氣在3-5μ的間隙,小於3μ排氣不好,超過5μ易跑 毛邊。總之對於加工的精度要求都是在μ級的。
➡液態矽膠射出模具在模溫120~150℃下發生固化反 應,模溫控制很關鍵。
➡模具表面溫度要求穩定,模具的溫度需加熱均勻, 模具加熱不均勻,溫差大,會使膠料流動不穩定,易出現窩氣、注射不滿等現象。
➡加熱器的位置放置,加熱器與分型線之間應保持足 夠的距離,防止膠口受熱固化及模仁彎翹變形,導致 成品形成溢料毛邊。
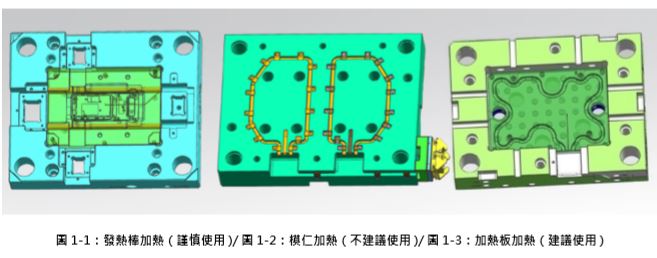
●MOULD-TIP對於模溫加熱方式建議 ★加熱棒加熱 加熱棒採用槍鑽打孔的方式,加熱棒與孔之間的間隙 會導致傳熱不均,加熱棒易損壞,且多組加熱棒共用一組感溫,加熱棒損壞無法探測到,模溫不均勻。謹 慎選擇。
★加熱板加熱 在模具模仁底部設計加熱板,緊貼模仁,加熱板設計 獨立感溫,閉環設計,與流道部分加與隔熱介子與流 道隔熱,確保溫度可控,且加熱板溫度均勻。建議採 用。
★模仁加熱方式 發熱管直接鑲在模仁,採用橡膠錘子敲發熱管到槽 裡,安裝不方便,因是用手工把發熱管壓到槽裡,易 出現接觸面不統一造成加熱不均勻。不建議使用。 (以上三種方式請參考圖1-1~圖1-3)
●MOULD-TIP在流道澆注系統技術設計要點 ➡冷流道成型是液態矽膠的重要特徵之一,唧嘴內部 需設計冷卻系統:並要求流道溫度控制在25度以下。 對於溫度的控制MOULD-TIP是熱流道技術的專家, 我司都可以通過理論的熱分析來設計合理的溫度控 制,及紅外線溫度檢測,還可以在冷咀上及模仁處增 加實時監控溫度設施,使所需溫度達到一個穩定的溫 度控制。 ➡唧嘴設計採用針閥式系統,因流動性極好。膠口設 計不易偏大,一般不超過1MM。閥針系統需設計高度可調的結構,方便通過針閥微調流量。採用針閥式 膠口可實現自動化生產,節省廢料,人工成本,縮短 週期。 ➡模具型腔,膠口及所有易漏料的地方都要很精準的 尺寸控制,以避免批鋒,漏料等問題的出現 。在加工 精度上MOULD-TIP都是進口精加工的設備,精度完 全可以保證。 ➡流道與型腔之間設置有效隔熱層以防止溫度傳遞。
液體矽膠射出成型部分缺陷分析 ➡飛邊:易出現在分型面,接合處,排氣處,鑲件處 或者頂針處。看起來或多或少像產品的薄邊。大區域, 厚的飛邊有時會伸出產品正常側邊幾個厘米。主要原 因是;模具的緊固不夠在分型面上不平,模具的公差 太大或者密封表面受損;開模力大於鎖模力,模具無 法處於閉合狀態,鎖模力使模具和模板變形;射膠速 度太快,模具溫度太低。
➡困氣:主要表現在製品表面有霧狀,在註射期間, 空氣陷入熔體內從而出現在製品上。基本上,這有兩 方面原因導致:縮退太多或者太快;型腔內的空氣沒 有排出。
➡熔接線:兩組或以上的流體相互接觸就產生熔接紋。 表現為明顯的槽口或者變色,特別是高光部件上尤其明顯。主要原因為圓形的流體在相互接觸時會粘接和 變平。此過程就要求已經高度粘接流體前端繼續伸 展。如果溫度和壓力不夠高,流體前端就無法完整的 發展,就造成了一個槽口,更多的是流體前端不再同 時熔接在一起,可能產生一個脆弱的點。如果膠料包 含有添加劑,這些添加劑有可能流向熔接紋附近的色 變。
➡充填不完全:產品的外部輪廓不完整稱為充填不完 全。類似的情況往往出現在離水口很遠的地方即流長 比太長或者在薄壁處。因為模具排氣不良,這也會導 致其它區域出現充填不完全。■
聯絡資訊
E-mail:growtoo@yeah.net Web:www.Mould-tip.com