SRT方法的造形案例和效果
■SODICK營業本部 / 大塚計史朗
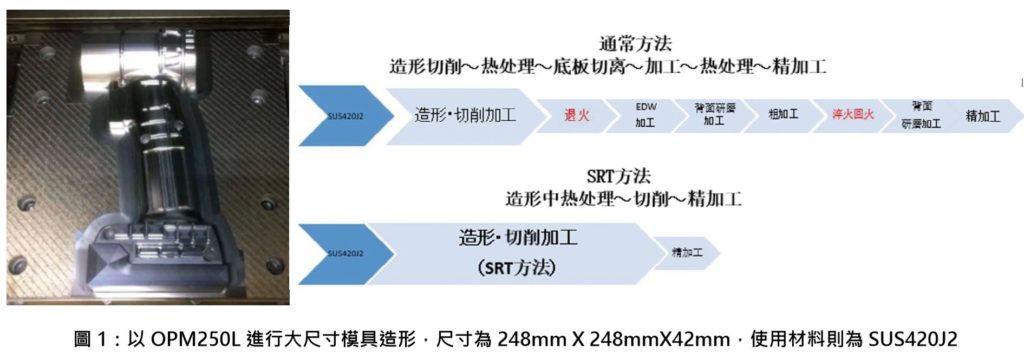
大尺寸模具造形
使用我公司具有複合功能的精密金屬3D列印機可以 在同一臺機器內,在通過SRT方法釋放造形物的內部 殘留應力後,進行連續的切削得到如圖1所示的高精 度精加工之大尺寸模具。
另外,在通常情况下,精加工前需要做釋放內部殘留 應力的熱處理等工序,而在使用SRT方法的情况下, 可以大幅減少總加工的工序。
模具內異形配管間隙和成型面的接近化
由於可以通過SRT方法來降低開裂的風險,所以可以使各空間的距離變薄。通過縮小塑膠模具內部的溫調 水路之間的鄰接距離,可以增加其容積,從而獲得更 多的冷卻/加熱效果。
此外,模具表面和水路的接近改善了向塑料產品的熱 傳遞,縮短了其變形飽和所需的 冷卻等待時間,從而縮短成型周期並提高了生產效 率。
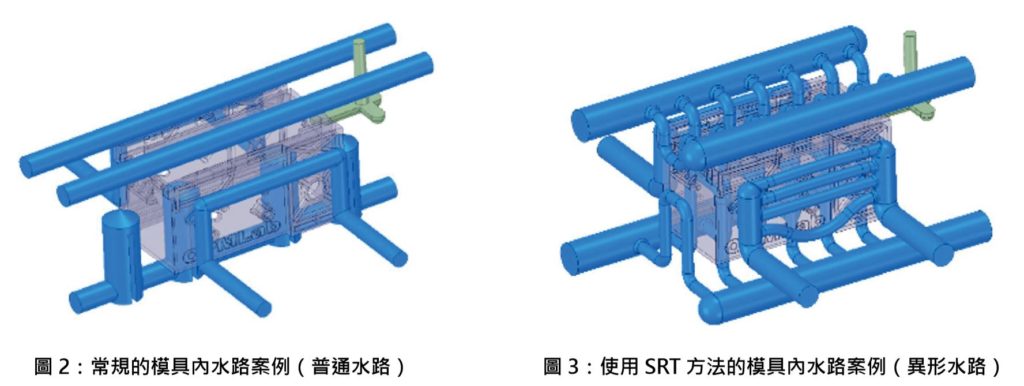
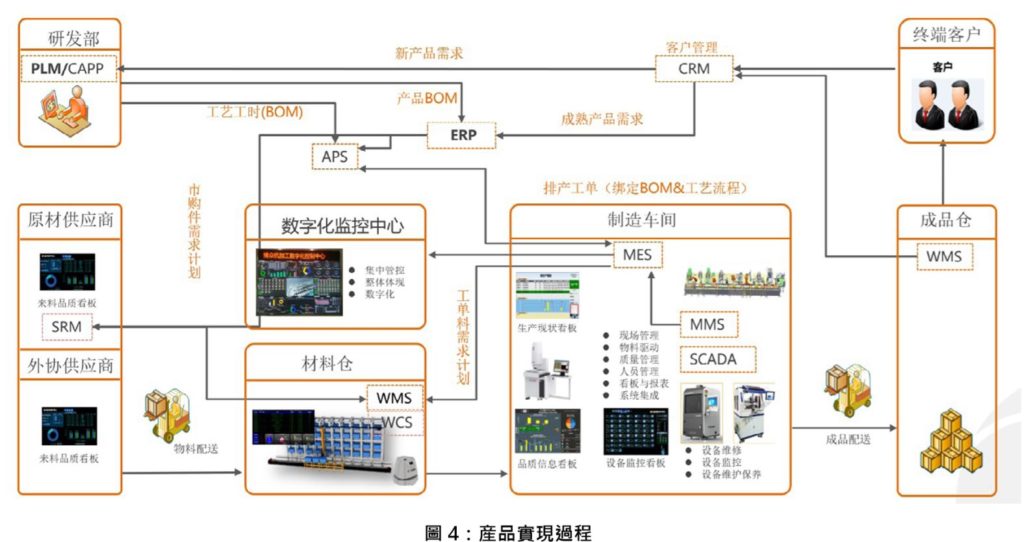
圖2是模具內部常規水路的案例(普通水路),因爲 它是經過後加工的所以水路是直的,並且爲了減少破 裂的風險,必須確保與模具表面的較遠的距離。另一方面,在應用了SRT方法的案例(異形水路)中,如 圖3所示,可以縮小水路之間以及與模具表面之間的 距離。
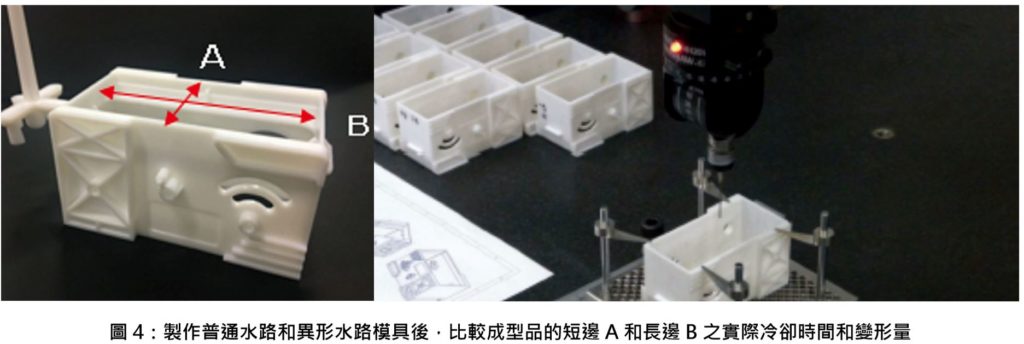
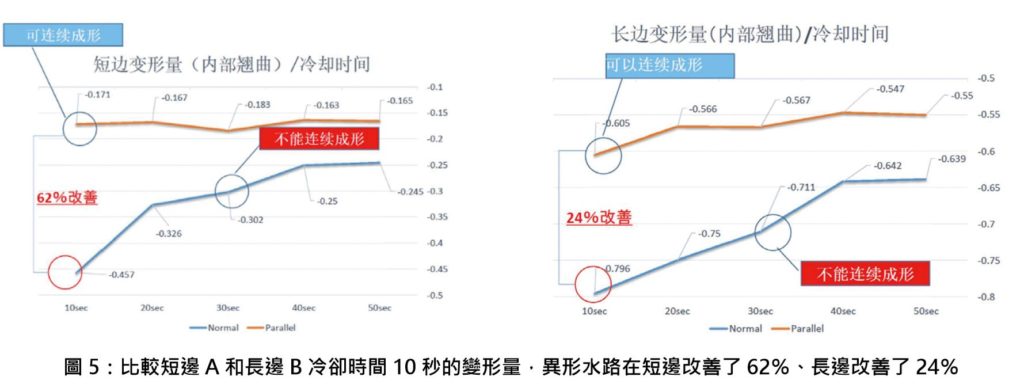
分別製作出普通水路和異形水路的模具後,成型品的 實際冷卻時間和變形量的比較如圖4、圖5所示,比 較的是短邊A和長邊B的內側翹曲量。圖5中,橫軸 為冷卻時間,縱軸為變形量,藍線代表普通水路,橘 線則為異形水路,比較兩者冷卻時間10秒時的變形 量,可以發現異形水路在短邊改善了62%、長邊改善 了24%,並且得到成型周期縮短約60%的效果。
結語
SODICK在2014年推出了金屬3D列印機,並一直致 力於在模具領域的研發。通過把1989年開始研發的 射出機和金屬3D列印機結合,建立了先有技術。並
且憑藉整體解决方案的實力贏得了廣泛讚譽。 概念不同於傳統機器之金屬3D列印機的引入將快速 推進生產管理和製造流程的數位化,並通過利用IT來 提高生產率和解决技能傳承問題。今後我們將繼續努 力開發讓客戶滿意的新功能、新產品,爲工業界發展 做出貢獻。■