溫度照妖鏡與塑膠熱成型
前言
由於塑膠複雜且非線性之流變特質,讓模具開發與加工 成型有許多難以捉摸的挑戰,但如果回歸到塑膠材料本 質來看,其中最重要的控制變因就是溫度。然而,塑膠 成型過程就像是黑盒子般,往往讓人霧裡看花,只能憑 藉過去經驗揣測內部運作,無法即時觀察溫度變化與相 關問題之所在,但看不到的問題,不代表就不存在。因 此,在本文中將介紹溫度照妖鏡,也就是高精密溫度熱 像測溫技術,此技術使用非接觸及非破壞性方式來量測 產品與模具溫度分佈,善用此技術經由實際測到的熱影 像,了解溫度高低分佈,找出因溫度所引起的關鍵問題, 以澈底解決問題與提高品質,並進一步協助業者降低產 品開發成本。
紅外線技術發展簡介
紅外線的發現是由天文學家赫歇爾(Herschel)在1800 年利用稜鏡分光的特性,將太陽光分光後的放射光射入 於水銀溫度計的水銀囊,測量水銀溫度計所吸收能量的 溫度變化,發現以未被投射的溫度計為標準,分光的紫色光溫升2°C,分光的紅色光溫升7°C,而紅色外眼 睛看不到的光比紅色光又高2°C,這是實驗最早發現 的現象,有人說他將此命名為紅外線。紅外線是一種 電磁波,波長約在0.7μm 到 1 毫米,頻率為 300GHz 或更長。
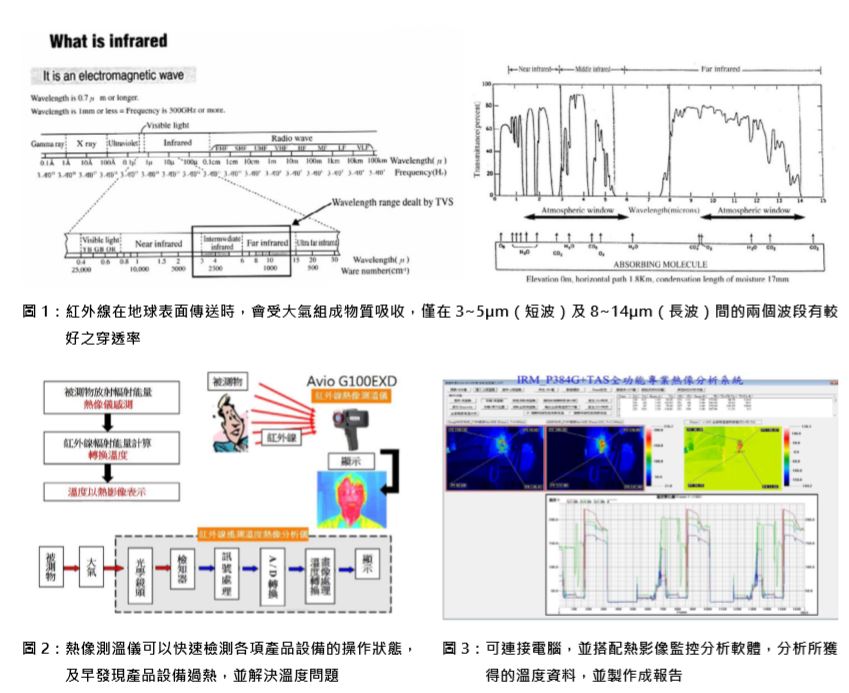
物體表面溫度若超過絕對零度(0K)即會輻射出電磁 波,隨著溫度不同,其所輻射電磁波之強度與波長分 布特性亦隨之改變。圖1為電磁波波長分佈圖,波長 約略介於 0.75μm 到 1000μm間之電磁波概稱為「紅 外線」,而人類視覺可察覺之「可見光」則約略介於 0.4μm到0.75μm之間。
紅外線在地球表面傳送時,會受大氣組成物質(特別 是 H2O、CO2、CH4、N2O、O3 等)的吸收,使強 度明顯下降,僅在3~5μm(短波)及8~14μm(長波) 間的兩個波段有較好之穿透率(Transmission),此即 俗稱之大氣窗(Atmospheric window)。
熱像測溫儀簡介與塑膠熱成型應用
所有的物體表面溫度大於絕對零度(-273℃)都會輻 射出紅外線能量。物體越熱,其分子就愈加活躍,它 所發出的紅外線能量也就越多。熱像測溫儀便是利用 此原理計算出物體表面溫度分佈。圖2為熱像測溫儀 的量測原理,熱像測溫儀包括有光學裝置,可以收集 來自物體的輻射紅外線能量,並把該能量聚焦在感測 器上。能量經感測器轉化為電子訊號,透過溫度轉換 畫像處理,將結果顯示出來。
熱像測溫儀具非接觸式、測溫快速、反應靈敏,與視 覺直接觀測等特性,使其在非破壞性檢測及熱點追蹤 的領域中扮演重要角色。對各項產品設備進行操作狀態檢測,及早發現產品設備過熱,並解決溫度問題。
目前熱像測溫儀有低階、中階與高階機型,因應不同 需求而選用不同的機型。但是在模具及塑膠熱成型的 測溫應用,考慮到測溫精確度及熱影像解析度,其熱 像測溫儀最好採用中階以上的機型(測溫點320×240 Pixels以上),而溫度測量的方法可分為手持式及固 定式兩種:
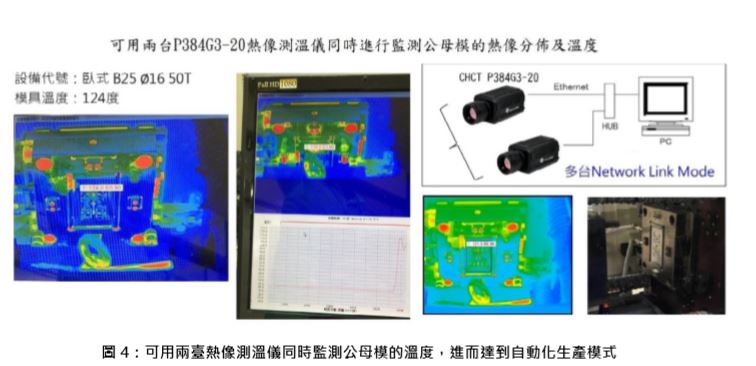
手持式:方便移動並且可多角度觀測溫度,可將所儲 存的data經由熱像分析軟體進行分析並製作成報告。 固定式:適合用於需要長時間監控模溫及塑膠熱成型 的熱像分佈與溫度數據,可與電腦連接,並搭配熱影像監控分析軟體將所獲得的溫度資料進行分析,並製 成報告(如圖3)。也可採兩臺熱像測溫儀同時監測 公母模的溫度,進而達到自動化生產模式(如圖4)。
結語
熱像測溫技術是使用非接觸及非破壞性方式量測線溫 度分佈,而非傳統量測方式需要破壞模具本身。另 外,感測器所量測的溫度為單點資料,而非整體溫度 分佈。如熱像圖片所示利用此技術在模具產業上,藉 由溫度熱像分佈情況,了解並且掌握開模時的產品溫 度變化與分佈。此技術亦可運用在可變模溫射出成型 上,掌握模具溫度變化,並且可搭配CAE模擬分析, 雙管齊下,作為控制品質與降低成本的重要依據,澈 底解決問題與提高品質,將進一步降低產品的開發成 本。■