提高隨形冷却水路的設計技術-5
Want create site? Find Free WordPress Themes and plugins.
接續11月刊內容
通過上一章的介紹,我們可以知道了C方案能夠將冷卻 時間降到1.7秒,是冷卻效率最高的方案。同時,相信 大家也理解了在設計水路時,我們需要盡可能的將冷卻 媒體導入到蓄熱部周邊,並考慮它的流速、流線,這點 也是非常重要的。那麼在上述這個已經做到極致的方案 上,還能否有更加縮短冷卻時間的空間呢?為了探索極 限點,我們繼續做了一些嘗試。
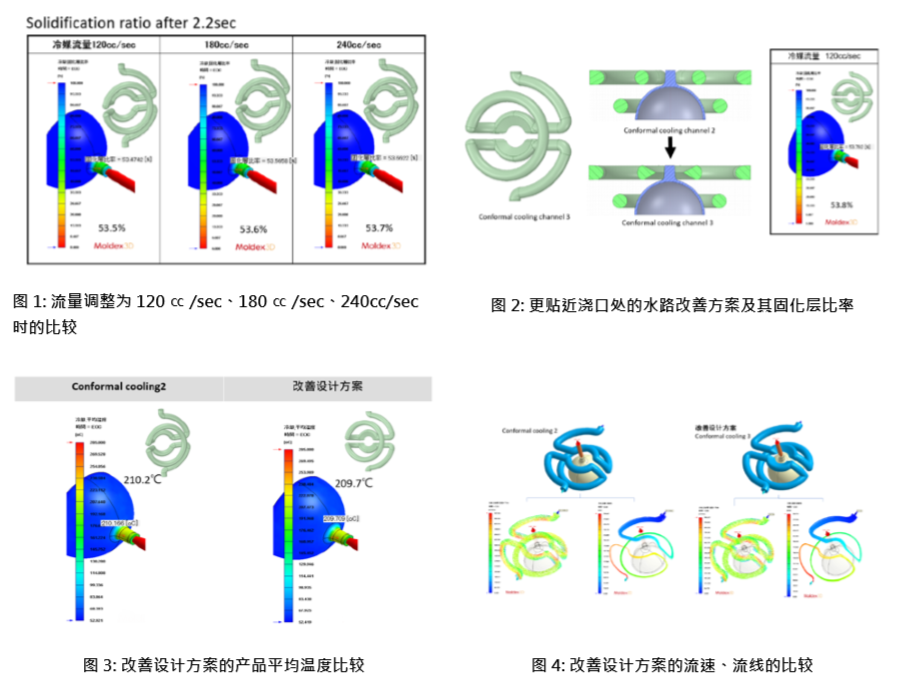
首先,如果搭載的模溫機流量還能提升的話,通常第一 步能想到的是增加水流量這個簡單明了的方法。對此, 我們也做了嘗試,然而如(圖1)所顯示,結果幾乎沒有 差別,冷卻時間沒有縮短。剛開始認為提升流量可以進 一步的提升冷卻效果,但是事實證明對提升沒有幫助。這也從側面說明了目前的1.7秒冷卻時間的水路已經基 本做到了隨形水路的極限。然後,我們嘗試看能否通過 進一步改善隨形水路形狀來追求更高的冷卻。
改善方案如(圖2)。因為圓形水路截面在環繞澆口處時 會有距外壁肉厚不均而偏厚的地方,因此我們的改善 方案為,圓形截面變更為距澆口面側為平面的截面的 水路。
目的是為了更貼近澆口。通過模流分析可以發 現,此方案在現有的流量(120㏄/sec)時,固化層比 率可以從 53.5% 提升 0.3% 達到 53.8%(圖 2)。產品 的平均溫度也可以從210.2℃下降0.5℃進一步改善到209.7℃(圖3)。從圖4也可以看出,此改善方案的流速,流線也沒有發現出現壓力損失。
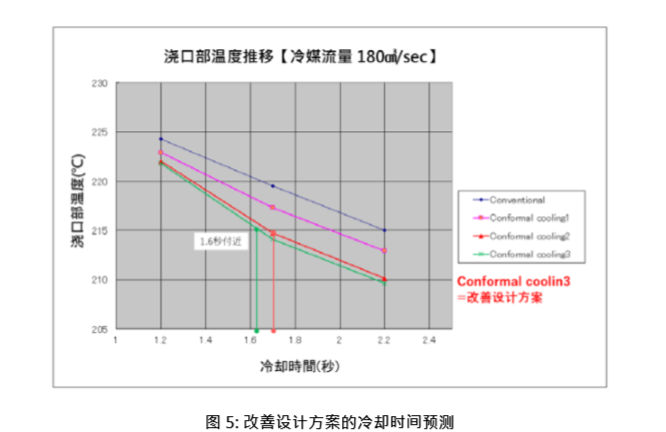
通過以上綜合判斷,我們可以得出結論,如(圖5)所 示,最下面冷卻曲線(1.6秒~1.7秒附近)的隨形水路是此瓶蓋產品的最大效果的冷卻水路。並且已經是 冷卻時間的極限。
然後,再次想強調的重點是,比 起『1.7 秒式樣的 ConformalCooling2,設計改善方 案的 ConformalCooling3 對成形時的冷卻幫助會更 大』。 ConformalCooling(隨形水路)的設計需要從以上的這些角度去詳細深入的研討。
這點非常重要。還有,從冷卻時間1.6~1.7秒的此案例可以看出,盡 力追求冷卻時間的極限,可以發現現在有很多模具其 實都是存在可以提升冷卻的空間的。
隨形水路的設計,並不僅僅是畫出不同於傳統直線水 路的3D形狀水路。通過上述篇幅,我們認識到研討、 理論知識、模流分析,這些需要充分結合起來才能設 計出合理高效的隨形水路。
如果讀者裡面有雖然用了 隨行水路,但是沒什麼效果這樣的事例,請按上述要 點再進行分析。如有不明之處,也歡迎隨時跟OPM 的筆者或者我們上海的子公司--立模激光科技(上 海)有限公司聯繫。下一章我會給大家繼續介紹隨形 水路模具的最新事例及研究成果。 ■
Did you find apk for android? You can find new Free Android Games and apps.