|
|
科技進步帶動各式產品蓬勃發展,產品的開發週期相對縮短,為在有限的時間内提高量產值並同時兼顧產品的質量,藉由改善模具的散熱效率以減少成型周期中的冷却階段即成為射出成型製程中的重要手段。異型水路即是改善模具散熱效率以降低冷却周期的革命性設計。利用直接金屬粉末激光燒結技術(DMLS)可以製作冷卻效率最佳化之異型水路設計,其不受傳統加工上的限制,所以更能貼近產品輪廓,且針對一般產品的死角或是不易排熱之區域,異型水路均能提供良好的散熱效率。尤其針對極其複雜的外型且須即時且低廉的方式製作模具或特殊原件時,德國EOS公司的EOSINT M系列設備所使用之直接金屬激光燒結技術(DMLS)將可發揮其獨特之優勢,彌補CNC工具機及放電加工機(EDM)不足之處。 |

|
德國EOS金屬粉末鐳射成型技術 |
模具開發自1995年以來已成為德國EOS公司EOSINT M系列設備的主要產品,因其具有快速製作之優點,故有所謂「快速開模(Rapid Tooling)」之專業名詞出現。早年僅有較軟的金屬粉末使用以供塑膠射出業者開設模具之用,但經過多年持續研發,近年來除提供更優質的塑膠射出模具可製作數百萬個塑膠產品之外,新開發的粉末更可製作高強度之模具以供鑄造金屬產品數萬次之用。如今更因層層堆疊式的激光燒結技術可生產兼具外型及結構複雜性之獨特模具產品,使得開模不僅只有'快速'之外,模具內結合異型水路設計之「進階開模(Advanced Tooling)」技術將使射出成型產品價格更低廉、產品品質更提升。以下介紹德國EOS公司EOSINT M系列設備製作射出成型所需模具之案例及其所達到的效果。 |

|
射出成型所需模具製作之案例 |
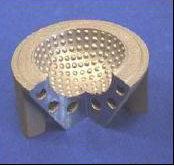
模具製作通常都是耗時且耗經費,其需要昂貴的設備及專業技術人員進行多種步驟始得以完成。傳統上,既使只是相當簡單的兩件式射出模具,仍需要CNC銑床及放電加工(EDM)兩種工法,其中CNC銑床會產生金屬廢料且需不同步驟來進行粗、細加工,而對於深層或轉角處則需以放電加工方式進行處理。而具有較複雜幾何結構之模具,其內部則設有滑塊、插銷或相關零組件,此即造成模具製作更是耗時且更耗經費。因此能夠省時且省經費之模具製作方式即成為德國EOS公司開發直接金屬激光燒結技術(DMLS)之主要動機。圖一所示為製作LED燈所開設的簡單模具,其需有一系列步驟來製作兩個塑膠原件,雖然此模具很簡單但傳統方式仍需要放電加工處理。利用EOSINT M 270系統製作此內、外模具只需5小時40分鐘,而且不需後加工處理,最後只要做簡單的噴砂及擦拭即可完成,將此內、外模具直接裝置於射出成型機後即可開始生產,自設計到生產只花了六天時間。 |

|
具有異型水路之進階模具製作案例 |
另一個使用直接金屬激光燒結技術製作模具的動機即為改善模具效能以使生產過程獲致最大的成效,除之前所提及之時間及經費之節省之外,目前為人所重視的即是在模具中加設冷卻水路或溫控管路,其除可以使模具局部溫度降低或達到均溫之外,並可對模具進行更快速之冷卻或加溫處理,如此將可減少脫模速率及模次週期,且不會因時間縮短而有殘餘應力及翹曲等問題發生。而傳統製作水路均是以鑽孔方式完成,其直線圓管狀造型另須避開結構或組裝原件,故此水路設計極其受限。而藉由直接金屬激光燒結技術製作模具,冷卻水路或其他管道設計可具有位置及造型的無窮想像空間,異型水路即為此依模具外型所設計之水路。 |
|
結論 |
近年來,快速開模技術已漸延伸到具有異型水路結構或複雜幾何外型之進階模具製作,而直接金屬激光燒結技術(DMLS)將扮演關鍵性的角色,其所建立之獨特製作方法將可彌補CNC工具機及放電加工機(EDM)之缺失,尤其針對極其複雜的外型且需即時且低廉的方式製作模具或特殊原件時,德國EOS公司的EOSINT M系列設備所使用之直接金屬激光燒結技術(DMLS)具有絕對之優勢以進行複雜模具直接成型製作。 |