DMG MORI創新的產品解決方案重塑市場格局
DMG / MORI SEIKI模具加工解決方案
模具加工的精細化趨勢使得市場對機床的複合加工性 能、高速性能以及環保性能越來越重視。諸如汽車覆蓋 件、飛機零件、玩具、家電、塑料製品等模具的表面由 多種曲面組合而成,這些複雜的型面使得 5軸加工在模 具加工方面有著極大的發揮空間。
通過 DMG / MORI SEIKI 高精度、高剛性、高熱穩定性 的機床製造出高穩定性、高一致性、高精度和高表面質 量的模具產品,這是DMG在這一領域的專長,同時我 們還在用戶化解決方案、柔性生產方面積累了豐富的經 驗,幫助您在競爭中脫穎而出。在DMG/MORI SEIKI 的 展台上,5 軸加工中心 DMU 65monoBLOCK 和車銑複 合加工中心NTX1000 將帶領略一次裝夾全套加工的高 效加工體驗,更重要的是DMU 65 monoBLOCK 還可以 選配激光加工選項,從而集5 軸加工與激光表面紋理加 工於一台機床上,大大解決了佔地面積,提高了加工效 率。帶直線電機的高精密高速加工中心 HSC 75 H linear 將為您展示突破傳統的模具高速加工方案。
立式加工中心 NVX 5080(可選配模具包)提供了最 佳的經濟型立式加工解決方案,MILLTAP 700 緊湊型 加工中心適合小型零部件的高效加工。 DMG / MORI SEIKI 擁有廣泛的產品線適用於鑄造模具、射出模具、 鍛模等不同種類不同尺寸的模具加工,在德國設立的 高速銑削解決方案中心和日本的模具實驗室更是為客 戶提供訂製化的世界級的模具製造水平解決方案。
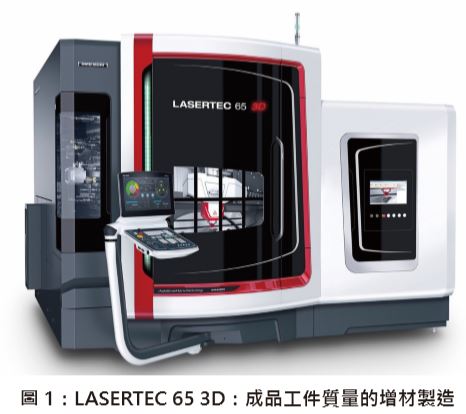
LASERTEC 65 3D:成品工件質量的增材製造
LASERTEC 65 3D:成品工件質量的增材製造國際金 屬加工DMG MORI率先在全功能的5軸銑削加工中 心中集成激光堆焊增材製造技術。這是一個巧妙的複 合加工解決方案,不僅擁有增材製造的高靈活性,還 擁有機械加工的高精度,因此它能用增材方式生產成 品工件質量的完整工件。該工藝採用金屬粉噴粉的堆 焊技術,能進行完整加工,無需工藝腔,生產速度是 粉床成型速度的10倍。
還能生產無支撐件的懸伸輪廓,在一台機床中集成激 光堆焊與機械加工技術開啟了全新應用和全新幾何結 構。特別是,該複合加工技術將有效降低大型工件的 生產成本。此外,激光堆焊與銑削加工可以靈活地切 換,直接加工在成品工件中無法接觸到的部位。
近幾年來,增材製造市場快速地發展。到目前為止, 增材製造都局限於生產其它任何傳統方法無法生產的 原型件和小型工件上。將增材製造與金屬切削加工工 藝集中在一台機床中,用增材工藝補充和擴展傳統的 機械加工工藝。
增材製造應用的LASERTEC 65 3D是在德克爾馬豪全 功能5軸銑削加工中心中搭載激光堆焊加工的2.5 kW 二極管激光器,該機以高穩定性的monoBLOCK® 機 床結構為基礎,提供高精度的銑削加工能力。
“LASERTEC 65 3D可以全自動地在銑削加工與激光 堆焊加工之間切換,它是加工複雜工件的理想選擇, 例如帶底切的工件,也是維修任務和模具、機械工 程和醫療器械行業進行局部或整體噴塗加工的理想 選擇”,位於弗朗頓的SAUER LASERTEC公司的增 材製造產品經理 Richard Kellett 說。 DMG MORI 的LASERTEC 65 3D 集激光堆焊技術與全功能 5 軸銑削 技術於一身。
用增材方式生產大型工件 與粉床的激光燒熔不同,激光堆焊可通過粉末噴嘴生 產大型工件。成型速度平均為750 g/h,比粉床的激 光成型速度快10倍。與銑削加工的結合開創了全新 的應用。工件可通過多個步驟成型,銑削加工與堆焊 加工交替地進行,這將使成品工件中由於結構限制使 銑刀無法接近的部位在最終成型前進行加工並達到最 終精度要求。複合加工機床綜合了銑削加工的優點, 例如高精度和高表面質量,與粉末堆焊的優點,例如 高靈活性和快速成型。“對於整體構件,其銑削加工 的材料切除率達95 %,如用增材製造方法,只需要 堆焊所需的部位”,Richard Kellett 介紹說。該機配 21.5″ ERGOline® 控制面板,Operate 4.5版SIEMENS 840D solutionline 數控系統。激光堆焊的控制系統 在單獨電氣櫃內,因此能非常容易地將它集成到其它 DMG MORI機床中。
3D輪廓的生產
用二極管激光器將金屬粉逐層地堆焊在基體材料上並 與基體材料結為一體,形成的工件沒有氣孔或裂紋。
金屬粉被高強度地焊在表面上。堆焊期間,用同軸惰 性氣體避免氧化。金屬層冷卻成型後進行機械加工。 作為一項獨立的技術,激光堆焊早已是一項成熟的技 術,適合集成在DMG MORI高質量的數控機床中。 “切削加工與增材製造結合在一起的複合加工技術在 未來將愈發重要,它提供了全新的應用並帶給用戶突 出的優勢”,Richard Kellett說。
它的優點之一是能逐層堆焊不同的材質。現在使用兩 套光學系統,焊縫寬度1.6 mm或3 mm。即使非常 複雜的3D輪廓也不需要支撐結構就能堆焊成型。每 一層在堆焊後,對於以後銑刀或由於幾何原因其它刀 具無法接近的部位進行高精度地切削加工。將兩種加 工方式結合在一起,對於模具的維修和生產具有突出 的優點。還有其它許多應用,例如輕型工件、原型件 或小批量生產的零件 – 特別是大型工件製造行業,由 於空間限制,無法使用其它增材製造技術。■